
Whether you’re slicing away hard stone or minimizing impact during the reductive process, a diamond blade is the edge of power. Coupled to an air or electric angle grinder, it quickly becomes an ally searching for the stone spirit. A turbo blade locked between the standard disc flanges works well for a straight on approach like slice and dice or fret cuts. The blade sings a sweet song until the outer flange nut hits a parallel plane and . . and . .now what? Flush Cut!
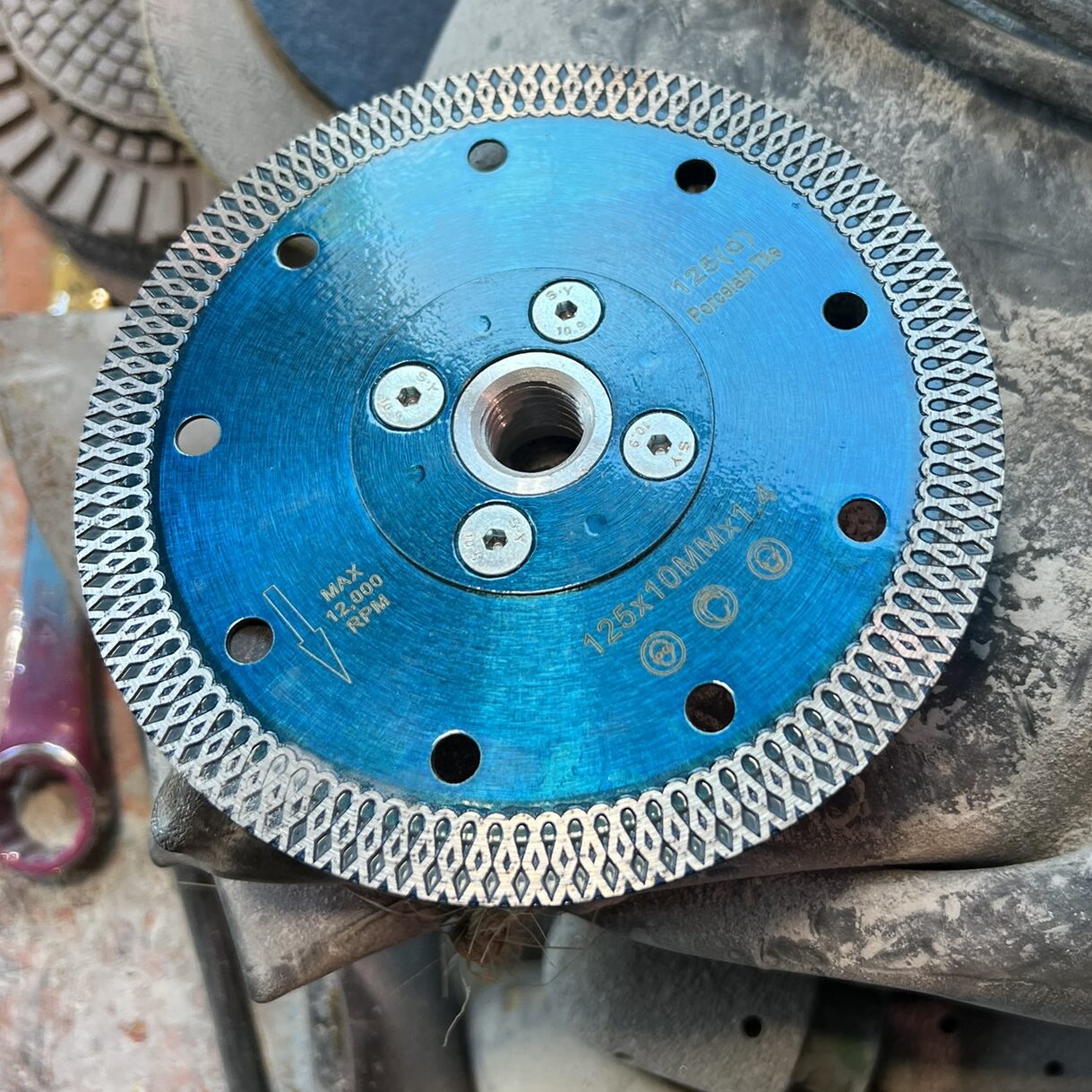

Flush cut blades are drilled for screw mounting on special hubs or flange adapters machined from brass or steel. Both materials have their proponents. The hub has standard 5/8 – 11 threads for attaching directly to the angle grinder. Each manufacturer has a distinct bolt pattern and requires a matching diamond blade. Larger blades require larger hubs with more bolts to handle the stress. Be sure to use threadlock on the screws and torque them down properly. Loose screws will cause vibration, make the blade out of round and generally be a hazard to the sculptor and the surroundings.

Manufacturers do not make all their diamond blades available for flush cut mounting. If the center of the hub fits securely inside the blade arbor hole (commonly 5/8 in. or 20 mm.), the blade can be drilled and countersunk to match the hub bolt pattern. A machine shop can do the job. If you have a drill press, you can add another skill to your tool bag.

The hub can be used as a pattern to drill matching holes through the diamond blade. Fit the hub securely in the blade arbor hole. Put on those favorite safety glasses (maybe the cheaters) and find an HSS(High Speed Steel) drill bit that just fits through the hub screw holes. Don’t enlarge the holes, don’t drill out the threads, but too sloppy can misalign the screws and cause problems later. Using the hub on top of the blade as a pattern, drill one hole through the blade.
Check blade rotation so that the hub will spin it in the proper direction, and mark the correct side of the blade for countersinking. Remove the hub and use an HSS countersink bit to recess the hole for the attachment screw. Ease the countersink bit into the blade so the new hole centers itself before actually drilling the recess. Do not drill deeper than necessary for a flush screw or the attachment will be weakened. Assemble the hub and blade with a screw through the hole for alignment. Drill the remaining holes through the blade using the hub as a pattern. Disassemble and countersink the new holes, using caution to not go beyond flush. Adjust the drill press depth stop using the accuracy of the first hole and they will all be proper.
Assemble the blade and hub using the supplied machine screws. Apply threadlock to each screw before assembly. Let the threadlock set up according to the manufacturer’s recommendation before using the blade.
A gloved hand will apply sufficient torque to attach the flush mounted blade to an angle grinder. The normal blade rotation during cutting causes the hub to tighten with use. A wrench can overtighten and make removal very difficult. Check the clearance at the guard. A flush cut blade will extend further from the grinder body, so the guard should not extend below the blade where it could intrude into the cutting plane . The guard still offers protection from the spinning blade contacting the guiding hand.
Goggles, Gloves, Mask and Muffs. Power on!




